|
Accessories / parts
辅料 / 零件
|
| |
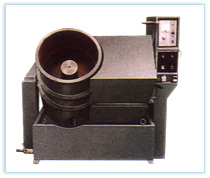
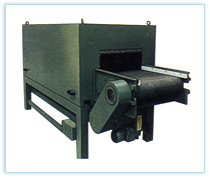
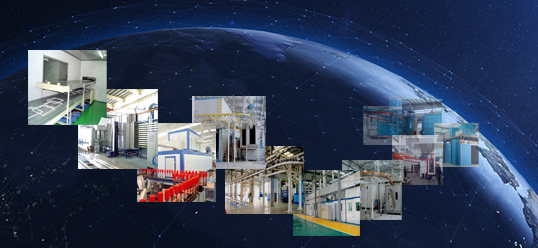
丰富的加工经验和工艺技术
Perfect production and testing equipment |
| |
| 本公司拥有比较完善的设施,有一支具有一定规模和技术实力的质保管理队伍,形成了从原材料至成品的一套完整的检测手段和质量管理制度,可根据用户的产品需求,设计生产相应非标设备,产品深受用户的信赖。 |
| |
|
| |
|
 |
| |
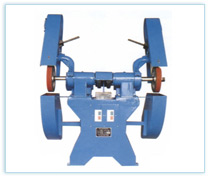
| 设备辅料 |
| |
 |
成型磨块:
种类丰富、品质优良、耐酸耐碱、结构紧密、质地坚硬、颗粒均匀磨损少、磨削力强。 |
|
|
| |
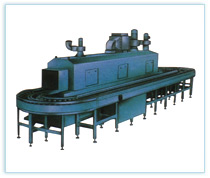
| 加工后零件 |
| |
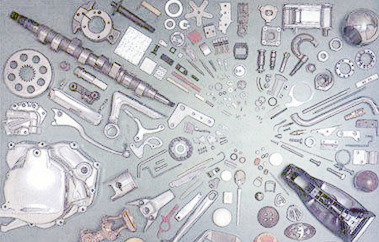 |
研磨加工后的零件
Parts after grinding
|
|